Carrito
No hay más artículos en su carrito
































































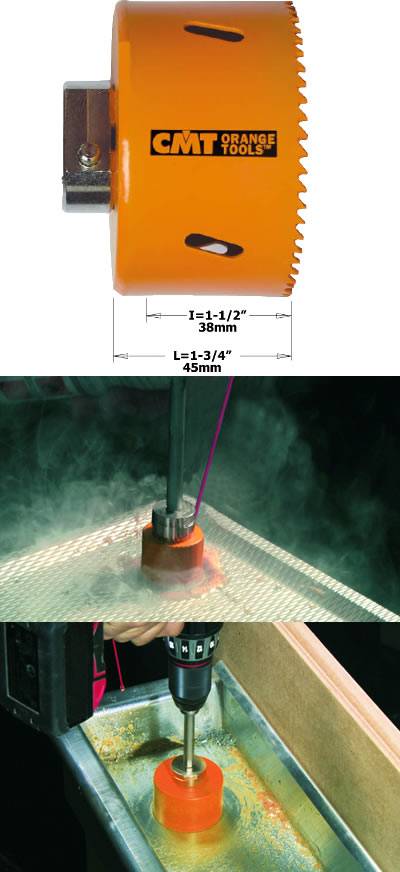
El cuerpo de acero de esta herramienta de corte dispone de una lamina de espesor reforzado para garantizar taladros sobre materiales dificiles.
Estan construidas con acero de cobalto al 8% para trabajos de alto rendimiento y al mismo tiempo poder conseguir una durabilidad de hasta un 50% mas que las sierras coronas bimetalicas de la competencia.
Los dientes disponen de una geometria con un triscado alterno (derecha - izquierda ) y un paso de diente regular para ofrecer un corte mas limpio.
Se han desarrollado para minimizar la friccion y `poder ejercer una mayor velocidad de rotacion y asi ejercer menor presion de avance durante el perforado.
Son ideales sobre materiales como:
Debe saber que si trabaja a velocidades superiores a las recomendadas, la duracion de corte y el rendimiento de la sierra de corona perjudicara la vida de la misma y producira cortes con mal acabado.
Con la presion de avance, debera considerar antes de nada el volumen de trabajo y el tipo de material a trabajar.
Para conseguir una buena evacuacion de virutas, aplique la presion necesaria, no presione mas de lo que necesita.
En caso de que la corona se caliente o los dientes se embocen, presione con menos fuerza y limpie los cortes si fuera necesario.
Tambien es perjudicial ejercer una presion insuficiente.
Utilice una buena refrigeracion siempre que sea necesario, utilice aceites de corte durante el trabajo para obtener ventajas extras como:
Reducir el calor y la abrasion.
NOTA: Se recomienda desactivar el percutor de su taladro cuando utilice estas herramientas de perforacion.
|
RPM metales |
RPM acero inoxidable |
RPM hierro fundido |
RPM aluminio |
|
550 |
270 |
370 |
800 |
|
470 |
230 |
310 |
670 |
|
440 |
220 |
290 |
640 |
|
400 |
200 |
270 |
580 |
|
350 |
170 |
230 |
510 |
|
330 |
160 |
220 |
470 |
|
310 |
150 |
200 |
440 |
|
300 |
140 |
190 |
430 |
|
800 |
680 |
680 |
320 |
|
280 |
140 |
180 |
400 |
|
250 |
120 |
170 |
370 |
|
230 |
110 |
150 |
340 |
|
210 |
100 |
140 |
300 |
|
200 |
100 |
130 |
290 |
|
180 |
90 |
120 |
270 |
|
170 |
85 |
110 |
25 |
|
160 |
80 |
110 |
240 |
|
160 |
75 |
100 |
220 |
|
150 |
70 |
95 |
210 |
|
140 |
70 |
90 |
205 |
|
130 |
65 |
80 |
185 |
|
130 |
60 |
80 |
185 |
|
120 |
60 |
80 |
180 |
|
120 |
55 |
75 |
170 |
|
110 |
55 |
70 |
165 |
|
105 |
50 |
70 |
155 |
|
105 |
50 |
65 |
150 |
|
100 |
50 |
65 |
145 |
|
95 |
45 |
60 |
140 |
|
85 |
45 |
55 |
130 |
|
80 |
40 |
55 |
120 |
|
70 |
35 |
45 |
90 |
|
65 |
35 |
45 |
90 |
|
65 |
30 |
40 |
85 |
|
55 |
25 |
35 |
75 |







{kind=link}