- ¡En oferta!



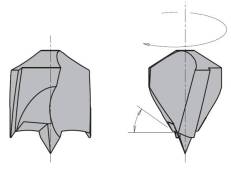
Realiza un agujero ciego sobre la cara del tablero.
 ¡Envío GRATIS a partir de 125€!
¡Envío GRATIS a partir de 125€!
 Atención personalizada en el 965 287 771
Atención personalizada en el 965 287 771
 Pago seguro a través de Tarjeta, Paypal y Transferencia bancaria
Pago seguro a través de Tarjeta, Paypal y Transferencia bancaria
Broca de md para agujeros ciegos de 50 mm de largo de corte serie larga
Los taladros drenan el material y eso exige grandes demandas en la agudeza y la geometría, el apoyo de la pieza de trabajo y la velocidad de alimentación.
Rectificado de precisión de la conexión
La rectificación se lleva a cabo con máquinas de control numérico que permiten
obtener un acabado a O.8μ/mm
El acabado uniforme de la conexión permite obtener un ajuste sólido y
exacto del mandril de la máquina, evitando de este modo una adherencia
escasa y rotaciones descentradas.
Mango largo de S:10*27
Largos de corte I:50
Esta broca deja buen acabado en la cara superior del material a trabajar

También podría interesarle

Realiza un agujero ciego sobre la cara del tablero.


