Microensambles – Finger Joint para madera
Cepillar madera
4 julio, 2017Elaboración de tableros de madera y derivados
10 septiembre, 2017Microensambles – Finger Joint para madera
En lo que se refiere a resistencia y estética, se abren nuevas puertas con la unión de microensambles ( Finger Joint ). Ahora bien, esto dependerá de la transformación y características de la madera.
La madera tiene un gran rango de aplicaciones en la construcción, tanto para elementos ornamentales como para elementos portantes.
Las vigas laminadas no serían posibles sin la unión de microensambles. Y así, para el diseño de interiores hay posibilidad de importantes transformaciones individuales.
Gracias a la producción y utilización de madera encolada, existe para el productor la posibilidad de aprovechar piezas cortas y retazos que hasta ahora eran quemados como desperdicio. Se consigue así darles valor agregado al utilizarlos como material de alta resistencia y larga vida útil.
Junto a la ventaja estética, las características técnicas de resistencia a la torsión, la tensión y la flexión son mayores que las de la madera maciza de una pieza.
La prevención de rupturas y la resistencia a torcimientos, así como el mejoramiento estético, son factores importantes en la construcción.
En la construcción se distingue primero de todo, entre elementos portantes y no portantes.
Los perfiles de microensambles ( Finger Joint ) son establecidos generalmente por normativas nacionales.
En la UE tienen efecto premisas uniformes. Pero fuera de la UE se pueden utilizar otros perfiles, que se distinguen por profundidad de ensamble, paso de diente y sistemas de medidas (pulgadas).
Sin embargo, debido a la larga experiencia en el uso de madera encolada en Europa, se utilizan muchas veces los perfiles de microensambles europeos en otras partes del mundo.
Para la producción de uniones de microensables o finger joint hay disponibles diferentes máquinas y equipos. Con diferentes secuencias de proceso.
En general se distingue entre equipos para piezas cortas y largas:
1-Equipos para piezas cortas:
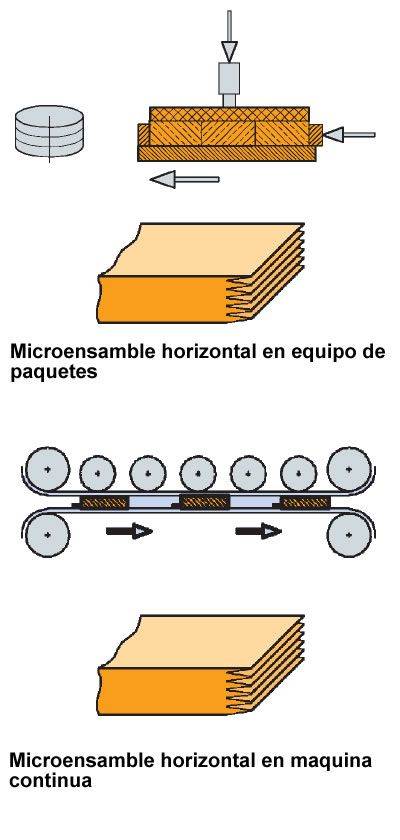
Para esta elaboración, están disponibles equipos continuos y de paquetes.
En el microensamble horizontal, las piezas se ponen acostadas en la mesa de trabajo de la máquina o cadena. Son perfiladas con las herramientas de frente.
Estos procesos son de poca importancia para la construcción en madera.
2-Equipos para piezas largas:
Estos equipos tienen muchas variantes.
En los equipos de paquete se colocan varias piezas según el ancho de la mesa. Una al lado de la otra, de canto y se fresan los perfiles de microensamble en los extremos.
Aquí se trata de un microensamble vertical.
Estas máquinas se utilizan primordialmente para vigas laminadas.
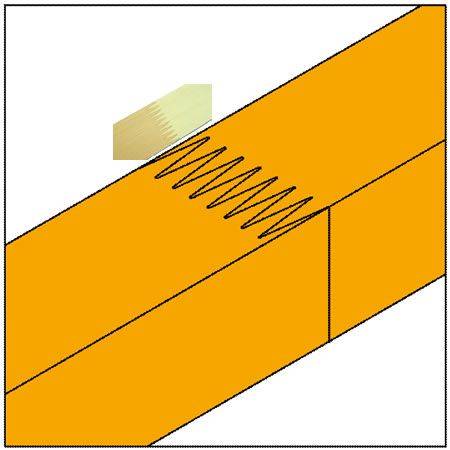
El proceso es diferente para el microensamble horizontal, donde el eje es horizontal y la pieza es perfilada en el ancho.
Los equipos descritos vienen como máquinas dobles por razones de racionalización.
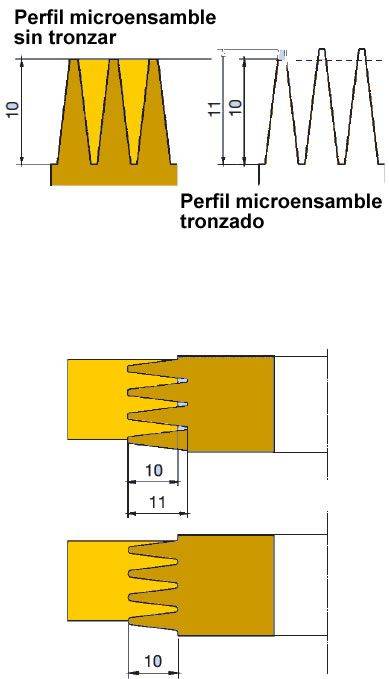
Otra diferencia importante es el sistema tronzador.
En máquinas con dispositivo tronzador, se acortan los dientes del microensamble a la profundidad de perfil necesaria.
Naturalmente las herramientas de corte para microensambles o juntas en madera (fresas o cabezales portacuchillas para ensambles) tienen perfiles de microensambles más largos.
A medida que la herramienta pierde el filo de corte, el paso de diente se hace mas ancho. Pero se puede corregir con la sierra circular ingletadora-tronzadora, sin necesidad de reafilar las herramientas de corte. Esto es posible hasta cierto grado de desgaste.
En máquinas sin unidad tronzadora, las herramientas de microensamble producen una profundidad de perfil definida.
Las herramientas de corte para finger joint solamente se pueden usar hasta un paso de diente aceptable a medida que se desgastan. Por lo que se debe afilar más seguido o de forma más continua.
Uniones fuertes necesitan un perfil constante y preciso del microensamble, ya que la calidad del perfil define la resistencia del encolado.
En el proceso de corte de perfiles de microensambles o finger joint, ocurre muchas veces un ensanchamiento del perfil en la salida de la herramienta.
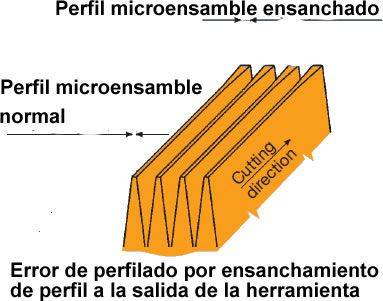
El origen de este problema es que durante la elaboración, el perfil es estabilizado por el resto de material que sigue en la pieza de trabajo. Pero a la salida de la fresa ya no tiene este apoyo por lo que el perfil evita el corte.
Este problema empeora con el desgaste de la herramienta.
Debido al perfil irregular, después del prensado se produce una pieza curva.
Afilado.
Aunque este problema no se puede eliminar por completo, el uso de herramientas de corte bien afiladas ( en talleres de afilados especializados ) de larga duración lo reducen a un mínimo.
La selección del material de corte determina la rentabilidad. Tecnocorte ofrece adicionalmente a los materiales de corte de HS de alto valor, un material de corte especial HS, que alcanza rendimientos hasta 4 veces mayores que el HS común.
Las fresas de juntas con este tipo de placa de corte reemplazan en gran medida al material de corte HW ( carburo de tungsteno o widia ) para maderas duras coniferas (abeto, alerce, cedro, pino, etc.) o latifoliadas (roble, haya, fresno, encina, etc.).
Por el contrario, para maderas exóticas abrasivas con inclusiones de silicatos se recomienda exclusivamente el carburo de tungsteno (HW).
Las cuchillas para madera de perfiles para microensambles con recubrimiento de titanio aumentan hasta un quíntuplo en comparación con el HS estándar.
El recubrimiento también evita la acumulación de resina en los cortes.Y la presión de corte se reduce y se minimizan los astillamientos.
Fresas para juntas de microensamble.
Las fresas para microensambles soldadas tiene una ejecución muy robusta con pastillas o placas de corte de HS, HS especial o HW, según el tipo de madera a cortar.
Los cortes montados individualmente reducen las fracturas de corte a un mínimo.
Se pueden usar en todas las maquinas con una velocidad de avance hasta 24 m/min.
Las fresas para finger joint o juntas de ensamble con doble ancho de corte reducen los costos de adquisición y de reparación. Esto porque reducen a la mitad el número de herramientas necesarias.
Podemos combinar fresas finas y anchas para alcanzar el ancho requerido.
Con la mitad de los cuerpos de herramienta se logra una mayor exactitud de paso de diente.
Cabezales portacuchillas para microensambles con recubrimiento.
Los cabezales portacuchillas con cuchillas recubiertas alcanzan hasta 4 veces más rendimientos de las cuchillas normales HS no recubiertas.
La mayor inversión en este sistema de herramientas se compensa generalmente en corto tiempo. Esto es así porque solamente las cuchillas se deben reemplazar. Y en el caso de roturas, se pueden cambiar cuchillas individuales.
También los cabezales portacuchillas para ensambles pueden ser suministrados con el ancho doble, lo que reduce los costos de adquisición y reparación al igual que con las fresas.
Los cabezales para microensambles fabricados por empresas de herramientas de calidad se pueden usar para todos los variantes de perfil. Para la construcción en máquinas con o sin grupo tronzador y con una velocidad de avance hasta 24 m/min.
El reafilado se lleva a cabo de la misma manera que con las fresas HS.
La limpieza se alivia gracias al recubrimiento de las cuchillas y se puede llevar a cabo menos seguido.
Herramientas de corte para microensamble de alto rendimiento y para altas velocidades de avance.
Los nuevos equipos para finger joint o microensamble pueden andar a velocidades de avance hasta 50 m/min.
La calidad de ensamble requerida, el grado de desgaste de las herramientas y sobre todo la capacidad de las estaciones de encolado determina la velocidad de avance.
Estas máquinas requieren herramientas con mayor numero de cortes.
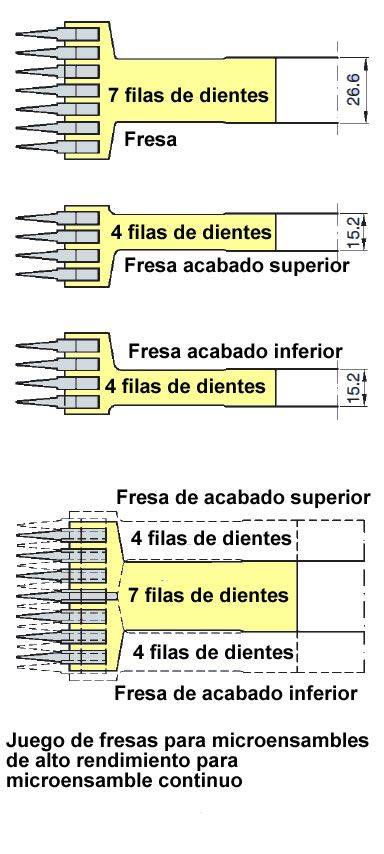
Siempre que se necesita alta rentabilidad en combinación con una mayor calidad de microensamble, la solución es el uso de herramientas con Z6 ( Z= numero de dientes de las herramientas ) cuchillas efectivas.
Las 6 cuchillas de microensamble están en fila la una atrás de otra y fresan en la madera cada segundo paso de perfil.
Las fresas aledañas en juego, cuyos perfiles están corridos un paso, fresan cada vez con 6 cuchillas el perfil continuo en la madera.
Las ventajas de las fresas para microensambles con Z=6 en comparación con las correspondientes fresas para microensambles de disco son:((H4))
- Las fresas son mas estables, los cuerpos no se tuercen
- Producen una calidad de ensamble mejor mediante la fijación del diente de madera entre los cortes durante el proceso de fresado.
- Requieren menos cubos y tienen menos problemas con la exactitud del perfil con grandes anchos de microensambles.
- Tienen una zona de reafilado de 12 mm en comparación con los 3,5 mm de las fresas de disco de carburo de tungsteno ( HW – Widia ).
- Las fresas se dejan reafilar más fácilmente y de forma más precisa.
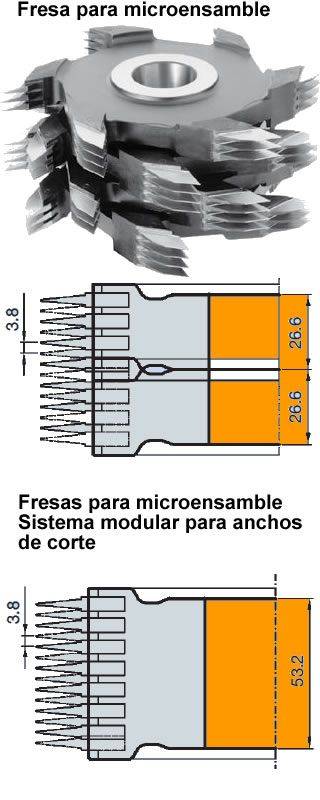
Fresas para microensamble
Hay 2 versiones disponibles de fresas para microensambles:
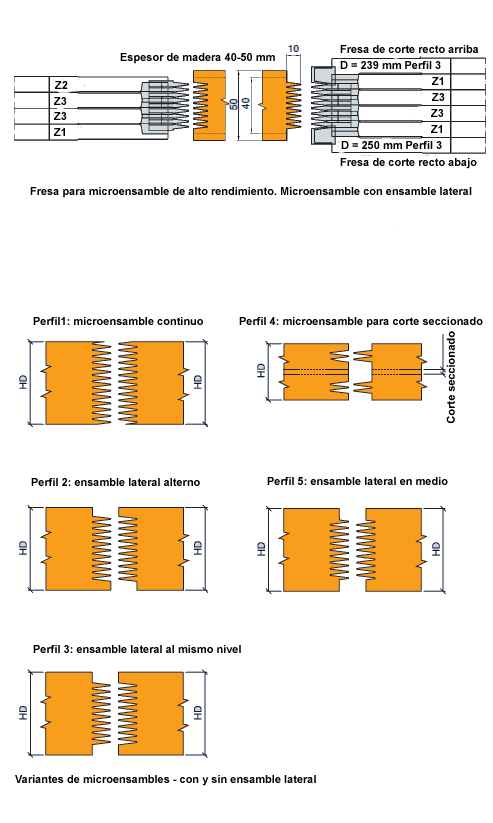
- Z=6 para microensamble continuo
- Z=6 con corte recto para junta con ensamble lateral
Fresa para microensamble Z=6
Las herramientas de corte para microensamble en ejecución Z=6 permiten la utilización total de la capacidad de la maquina y se pueden montar en todos los equipos de microensamble con velocidades de avance de 24-48 m/min y dispositivo tronzador.
Estas fresas están diseñadas para longitudes de ensamble 10/11 y 15/16,5 mm.
Con alta productividad se mejora al mismo tiempo la calidad y se reducen los cotos de desperdicios.
Esta herramienta de alto rendimiento tiene placas de corte en calidad HS especial.
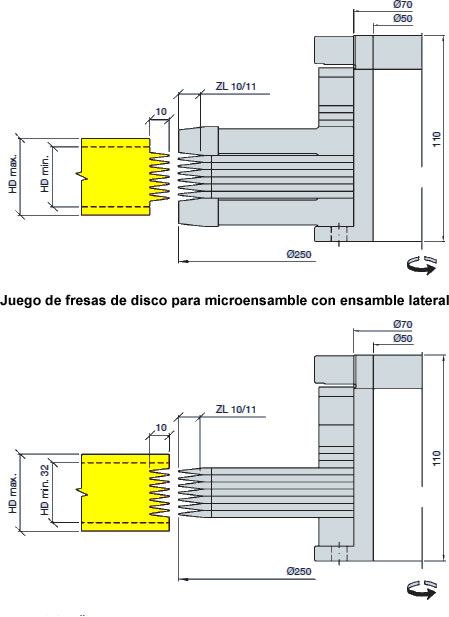
Fresas de disco HW – perfil de microensamble.
Esta herramienta de finger joint o microensamble se utiliza sobre todo en equipos pequeños de microensamble.
Como el espesor del cubo es idéntico al paso de diente, el numero de fresas determina el espesor de madera a trabajar.
Se pueden trabajar espesores de madera de 15 a 100 mm y en casos especiales hasta 150 mm.
Todos los perfiles se pueden hacer sin problema microensamble continuo, con ensamble lateral, ensamble lateral en el medio, ensamble lateral alterno o en el mismo plano.
Las fresas de disco de HW se adecuan especialmente para la producción de listones finos con microensambles desde 12 mm o para listones mas gruesos que son partidos después del fresado y prensado.
Tambien son adecuadas para microensambles con o sin ensamble lateral en maderas duras abrasivas.
Es posible un ajuste flexible de la herramienta hasta un espesor de trabajo de 150 mm.
A partir de 80 mm de espesor de madera se recomienda para el ajuste el uso de una tuerca Hydro en el buje para poder garantizar la precisión del perfil.
Al afilar se debe observar que cada fresa de eje para madera individual sea afilada dentro del mismo diámetro de corte.

{kind=link}
{kind=link}
{kind=link}