Disco sierra circular para madera,aluminio,metal,plásticos

XYLEXPO 2018 se constata como la feria del desarrollo
7 junio, 2018
Herramienta de corte para molduras de madera y paneles
17 julio, 2018
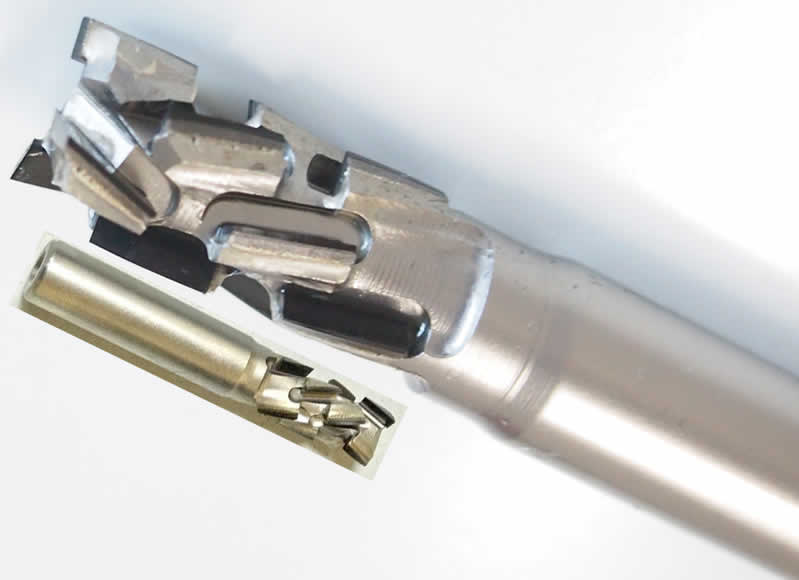
¿Qué es un disco sierra circular?
Podríamos decir que es una herramienta de corte de forma circular, formada por un cuerpo u hoja de acero con un eje central y un número determinado de vaciados con una forma especifica. De ellos surgen los dientes a utilizar para su posterior uso. Además unas placas o dientes de carburo de tungsteno (volframio) de distintas durezas y espesores irán soldados en la hoja del disco de sierra circular.
Cuerpo u hoja de acero de un disco sierra circular.
Es necesaria una amplia experimentación para la elección del acero. Este debe de presentar la óptima estructura y la mejor combinación de elementos internos. Y así conseguir la mayor autoridad en el rendimiento de corte de este tipo de herramientas.
Por eso es de suma importancia seleccionar con esmero las mejores y más variadas aleaciones de acero. Optimizando por tanto al máximo su usabilidad y su aplicación.
Posteriormente hablaremos con más profundidad de este tema.

Dientes o placas de carburo de tungsteno.
Los dientes o placas de carburo de tungsteno (volframio o vidia) están compuestos de unas mezclas de metales de carburos y volframio. Estos van incrustados en la matriz del cobalto que contiene granos duros unidos por un agente aglutinante resistente.
Los dientes de un disco sierra circular que habitualmente se utilizan para el corte de madera incorporan el 69-97% de carburo de tungsteno y el resto es agente aglutinante.
Estos pueden medir desde 0,5 hasta 7 micras (1 micra = 0,001 mm).
El carburo más común es el carburo de tungsteno (WC) y el agente aglutinante más común es el cobalto (Co.).
De esta forma se llega a conseguir la combinación ideal de máxima dureza y resistencia a la abrasión para el corte perfecto. Tanto en el cepillado, como el aserrado, etc… de maderas macizas duras, blandas, secas o húmedas y los productos derivados de la madera.
Para esa alta resistencia al desgaste se incorpora una alta energía refractaria que acompañada de una soldadura perfecta se conseguirá el poder trabajar con filos de corte mas vivos.
Otras aleaciones.
También se usa el Níquel para determinadas aplicaciones.
De este modo, para conseguir la rigurosidad de las placas o dientes de carburo, el agente aglutinante es fusionado con otros metales.
Para según que aplicaciones en el corte se requieren placas o dientes que sean resistentes al desgaste y en cambio, otras a la dureza. Hay materiales a cortar de tal dureza, para los que no es conveniente poner unas placas muy duras. Estas podrían agrietarse y romperse.
Comúnmente, los granos reducidos con una mínima proporción de agente aglutinante confieren dureza y son más resistentes al desgaste. Mientras que los granos de mayor tamaño incorporan un mayor porcentaje de agente aglutinante para dar una superior firmeza.
Dos de los mayores fabricantes a nivel mundial de este metal duro son Tigra y Ceratizit
Variedades de distintos granos en el carburo de tungsteno para los dientes de las sierras circulares
Tensionado del cuerpo del disco sierra circular.
Los fabricantes deben verificar que el cuerpo de acero de la sierra está perfectamente tensionada y plana.
El cometido de la planificación es muy fácil si se dispone un espacio de trabajo apropiado y las herramientas aptas para este cometido.
Con la ayuda de una regla metálica que posea como mínimo el mismo diámetro que la sierra, nos aseguramos que la luz sea directa y frontal sobre toda la cara de la hoja.
Si el cuerpo de la sierra está perfectamente tensionada el operario podrá ver una mínima apertura de luz de la misma medida sobre de todo el diámetro. Un tensionado correcto debe de estar distribuido uniformemente a través de toda la sierra.
Fabricantes importantes de estos discos sierra circular, todavía realizan el tensionado de forma manual.
Colocando el disco sierra circular en un yunque y controlando con la regla que ambas caras de la hoja estén perfectamente niveladas.
Como apoyo para eliminar cualquier imperfección utilizaremos un martillo redondo. De no conseguir una planificación adecuada, la sierra circular girará de forma imprecisa e irregular.
Así, cuando las velocidades de corte sean más altas, el tensionado deberá ser más elevado.
Hoy en día, por el alto consumo de este tipo de herramienta y por los bajos costes exigidos por el usuario final, muchos fabricantes ya no utilizan este tipo de tensionado manual.Se han decantado por utilizar las maquinas equilibradoras. Este es un sistema no tan eficiente para obtener un buen resultado.
Tipos de ángulos de los dientes de un disco sierra circular.
| 1 = Angulo de incidencia | 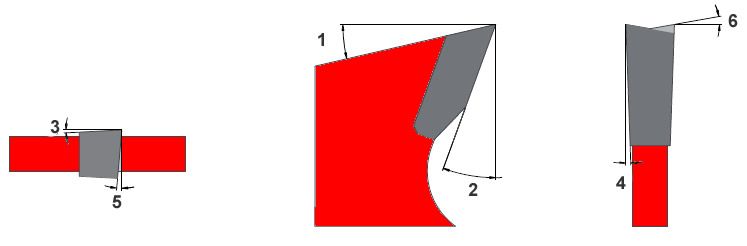 |
| 2 = Angulo de ataque | |
| 3 = Angulo de incidencia tangente | |
| 4 = Angulo de incidencia radial | |
|
5 = Angulo del bisel delantero 6 = Angulo periférico de la forma del diente |
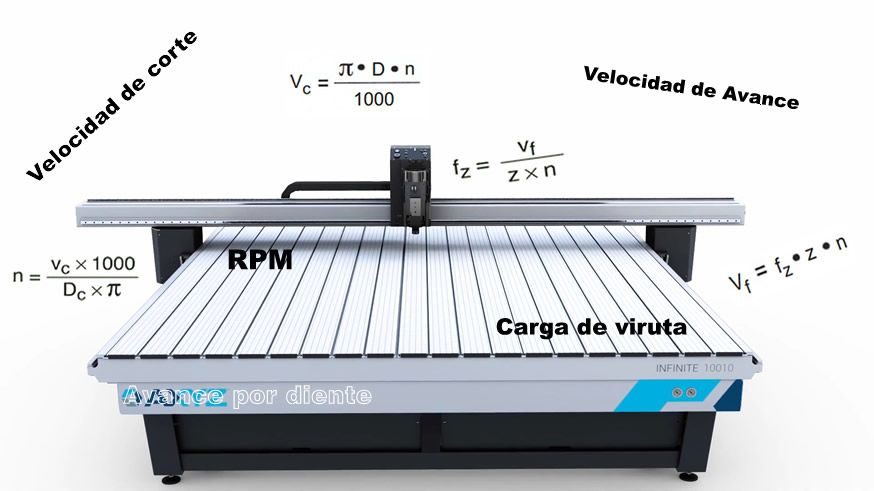
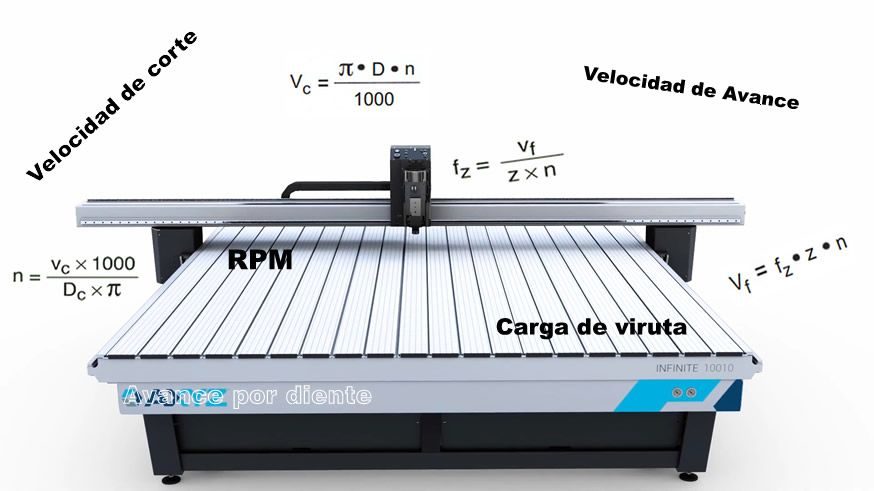
Velocidades de Corte (metros/s).
Una norma primordial, es la de escoger el disco sierra circular con el menor diámetro posible. Siempre y cuando se pueda. Con la finalidad de buscar al máximo la estabilidad y reducir el ancho de corte.
De cualquier modo, esto debe ser compatible con las rpm del motor de la máquina. Para que la herramienta de corte gire a la velocidad de corte más conveniente.
Las sierras con placas de carburo necesitan de una velocidad de corte parcialmente alta.
La velocidad idónea para cortes sobre materiales cuya base principal es la madera, son 70 mt/seg. Y para materiales no-ferrosos son de 50-95 mt/seg, aproximadamente.
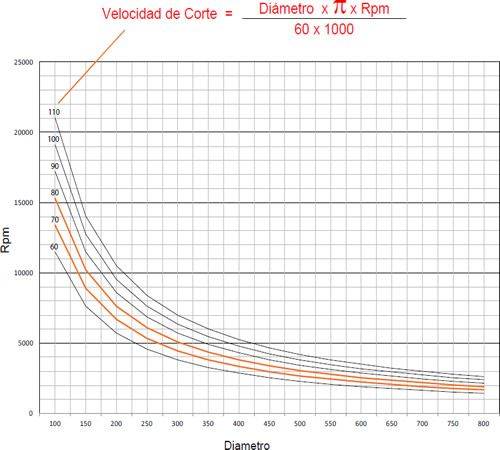
Tabla que muestra la vinculación del diámetro de un disco sierra circular, velocidad de la periferia y revoluciones por minuto (rpm).
Avance por diente (Sz mm).
Si lo que deseamos es una larga vida útil y perfectas capacidades de corte necesitamos determinar la perfecta combinación de alimentación por diente.
Una velocidad de avance demasiado pausada provocará un apresurado desgaste del los filos de la placa de vidia. Mientras que una velocidad de avance excesiva puede hacer que las virutas no desahoguen por la garganta de los dientes. Y así provocar roturas de los dientes.
Fórmula para obtener el avance ( Sz mm ) recomendado por nº dientes ( Z ) :
Avance / diente = Velocidad de alimentación x 1000 : Rpm x Z
Valores sugeridos para variados materiales a cortar:
Madera maciza.
- Corte a través de veta: 0,10-0,35
- C. lineal, madera seca: 0,10-0,20
- Corte lineal, madera verde: 0,20-0,80
- Aserradero: 0,70-1,50
Plásticos: 0,04-0,08
Aluminio macizo puro: 0,05-0,12
- Aleación de Alu: 0,03-0,08
- A. de Mg: 0,03-0,08
- Aleaciones de Cu: 0,03-0,08
Aglomerados: 0,08-0,25
Maderas contrachapadas: 0,08-0,25
Tableros
- Tableros MDF: 0,08-0,12
- De fibras duras: 0,08-0,12
- Tableros contrachapados: 0,08-0,12
- T. laminados: 0,12
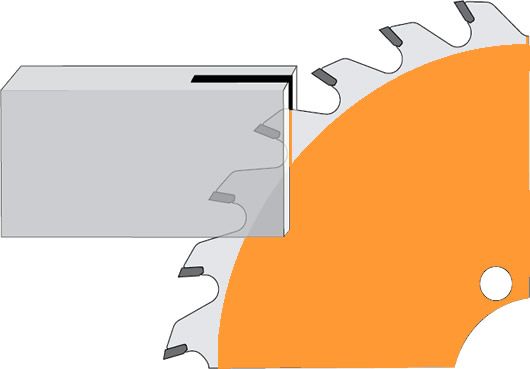
¿Cuanto tiene que sobresalir el disco sierra circular sobre la pieza a cortar?
Los fabricantes de herramientas de corte, así como los fabricantes de maquinaria para trabajar la madera, aconsejan un determinado ángulo de incidencia sobre el material a mecanizar.
Las sierras están habitualmente proyectadas para que sobresalgan de la cara superior del material a cortar entre 10-25 mm.
El dibujo superior refleja que el angulo de corte se altera dependiendo de la configuración del corte
Por tanto, cuando la altura del corte se incrementa de forma significativa, también debe ser modificado el ángulo de corte.
Mantenimiento.
Una hoja de disco sierra circular con cortes de carburo está considerada como una herramienta de precisión. Y necesita obligatoriamente un mantenimiento especial en un taller de afilado con maquinaria de última generación. Para asegurar una vida útil lo más larga posible y un rendimiento optimo.
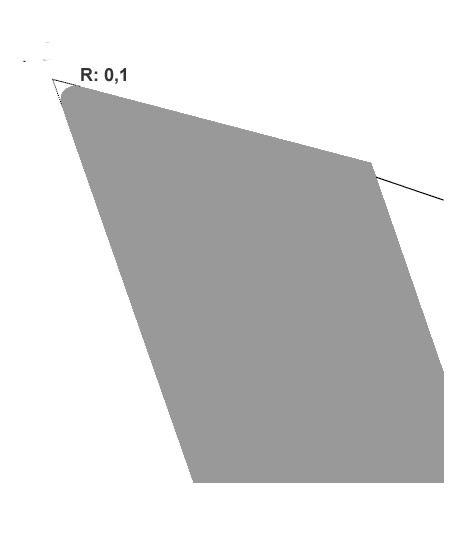
Cuando la placa de corte o diente de la sierra tenga las puntas desafiladas, con un radio que exceda de 0,1 mm o la arista del material empiece a astillar se deben de reafilar, ¡¡¡ si o si !!!
Un disco sierra circular con cortes de vidia puede afilarse sobre unas 10-20 veces dependiendo del tamaño del diente.
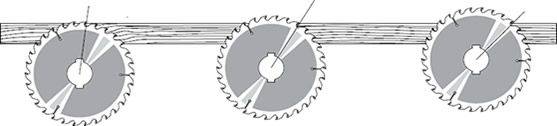
Asimismo, debido a que los dientes de la sierra son muy sensibles a los golpes e impactos, recomendamos poner separadores entre sierra y sierra, a la hora de realizar operaciones de servicio de afilado.
También debemos limpiar la sierra con asiduidad. Remover los residuos de serrín o resina acumulada. En todas las caras de la placa de corte, en la garganta y a los lados de la sierra.
Los residuos adheridos aumentan la fricción del corte y hace que la sierra coja temperatura, Y así, se caliente, se tuerza y pierda tensión.
Un uso desmesurado, cortando cuando necesita ser afilada o cambiada por otra, también puede hacer que la sierra se agriete,se doble o se rompan los dientes.
Para este cometido existen en el mercado líquidos desengrasantes para la limpieza de las herramientas: Formula 2050.

Afilado disco de corte para madera, aluminio, metal, etc.
El método común para reafilar sierras con placas de carburo y stellite es el que describimos a continuación:
-
Limpieza del disco sierra circular de corte.
La parte principal a realizar es la limpieza de la sierra cuidadosamente. Usamos un producto de limpieza que remueva la resina y no sea corrosivo para las partes principales de la sierra (véase anteriormente, el liquido desengrasante FORMULA 2050).
No rasgue la sierra con un objeto cortante ya que podría crear una rebaba en los filos cortantes.
Limpie la sierra con un paño limpio y seco. Después puede pasar un paño con aceite para lubrificar todas sus partes.
-
Replaquetado de dientes rotos o dañados.
Antes de reafilar asegúrese si faltan dientes o están dañados, y cámbielos por otros del mismo tipo y forma.
Si viese que hay dientes consecutivos estropeados, debería soldarlos de forma impar y no correlativamente de forma alterna: por ejemplo, (1,3,5,…) y luego soldar (2,4,6, etc.). .
El procedimiento lo describimos a continuación:
- Elimine los restos rotos de metal duro calentando con el soplete y rectificando la base del diente para eliminar restos de soldadura.
- Si fuese necesario, elimine la grasa con acetona o algo similar.
- Limpie el asiento del diente con flux.
- Coloque la soldadura en el asiento del diente utilizando pinzas e impregne con flux.
- Alinear el diente con su asiento utilizando una pinza.
- Mantenga el diente en el asiento mientras se suelda el diente.
- Elimine el exceso de flux con agua caliente.
- Si se va a usar soldadura de alta frecuencia, se recomienda utilizar una temperatura de 730°C
- En caso de soldar con gas y acetileno, calentar poco a poco hasta que la plata o la varilla de metal se derrita.
- Se recomienda usar una soldadura con 3 capas que incorpore pasta flux.
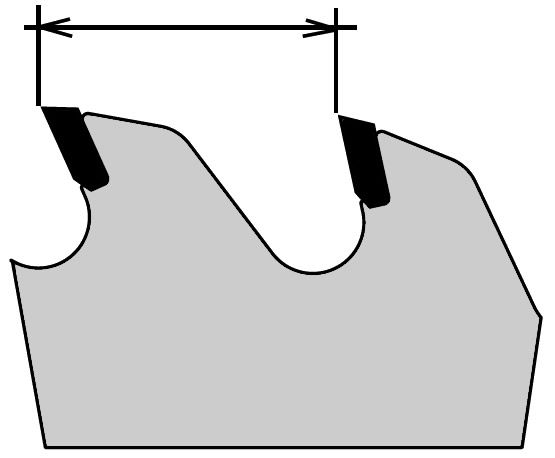
Afilado y destalonado por la periferia de un disco sierra circular con limitador de profundidad.
Las sierras circulares que incorporan un diente con limitador de profundidad (S) deben destalonarse y reafilarse con los siguientes parametros:
x = 0,5-0,6 si corte <= 2,5 mm
x = 0,7-1,0 si corte > 2,5 mm
Afilado y rectificado de dientes de metal duro (HM).
Los elementos más importantes para obtener unos óptimos resultados se describen a continuación:
- Utilizar una rectificadora afiladora en perfecto estado. Con correctos rodamientos de sujeción. La máquina deberá tener una precisión óptima.
- La sierra tiene que estar perfectamente asegurada a la máquina afiladora. Lo más cerca posible del punto de afilado.
- Una selección perfecta del cabezal de afilado.
- Información correcta sobre el afilado.
- Abundante cantidad de taladrina o aceite de corte.
- La piedra de afilado de diamante debe estar perfectamente equilibrada y perfilada. Sin ningún tipo de engrase.
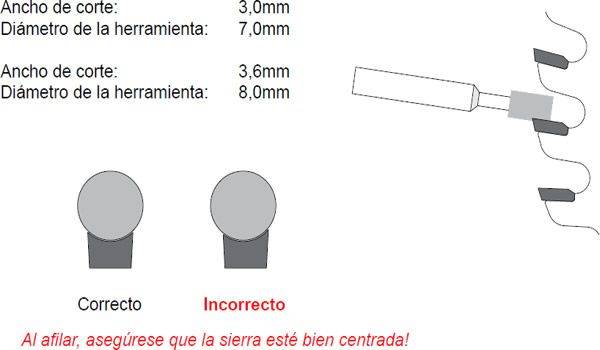
Afilado y rectificado lateral de dientes replaquetados.
- Afilar de la misma forma y con los mismos ángulos radiales y tangenciales que los dientes originales.
- Verificar que el diente replaquetado tenga el mismo ancho de corte y distancia que el diente primitivo.
- Se recomienda utilizar para el afiliado lateral, piedras de diamante con grano D91 o D126. Existen marcas con mucha calidad y prestigio con la marca Tyrolit.
- La sierra debe de estar muy bien centrada. Y los casquillos y platos de sujeción bien limpios y equilibrados, libres de desgastes o rebabas.
Afilado frontal.
Afilar la herramienta más de la cuenta no es necesario. Corrientemente 0,05-0,1 mm es suficiente. Tampoco modifique los ángulos de ataque originales.
- Afile toda la cara sin llegar al fondo de la garganta.
- Se recomienda en el afiliado de la cara interna, utilizar una muela de diamante con grano para terminación común estándar. Y un grano de D54 o D46 cuando se necesita una terminación con acabado espejo.
- Al afilar, debemos centrar correctamente la sierra.
Afilado por el diámetro.
Afilar la sierra conservando la forma del diente de origen y los ángulos de incidencia o ataque.
- Observar que la combinación diferente en altura de los dientes mantenga su altura original. Si por ejemplo es un diente trapecio-plano, suele ser de 0,3 o 0,4. El diente recto más corto.
- La diferencia de altura máxima permitida es de 0,05 mm.
- Se recomienda para el afiliado superior, un grano D54 para una muela simple. Y D126/D46 para un muela doble banda.
- Al afilar, ¡¡debemos centrar correctamente la sierra!!
Afilado de discos de sierras circulares que incorporan dientes con cara cóncava.
Utilice un fresolin de diamante para afilar la cara del diente y que tenga el diámetro acorde con el ancho de la placa.
Afilado interior de sierras circulares con forma de diente concava
¿Como elegir el disco sierra circular adecuado?
La dificultad se nos plantea por la gran diversidad de sierras que existen, para cubrir la gran cantidad de materiales semiprocesados a trabajar tanto en la industria de la madera como del metal, plástico y la alimentación.
Una sierra circular es creada dependiendo principalmente de las características del material a cortar. Y de la configuración de procesamiento y del tipo de máquina a utilizar.
Así, el diseño de las puntas (geometría), el número de dientes, el ancho, el ángulo y la distancia individual (pitch), varían dependiendo tanto de la situación como de la aplicación.
Para elegir la sierra correcta y que el proceso sea lo más sencillo para el profesional de la madera, los fabricantes de herramientas suelen utilizar un sistema de codificación para un proceso de elección fácil y sencillo.
En este ejemplo le mostraremos los códigos que utiliza una marca de sierras muy importante a nivel mundial como es Micor.
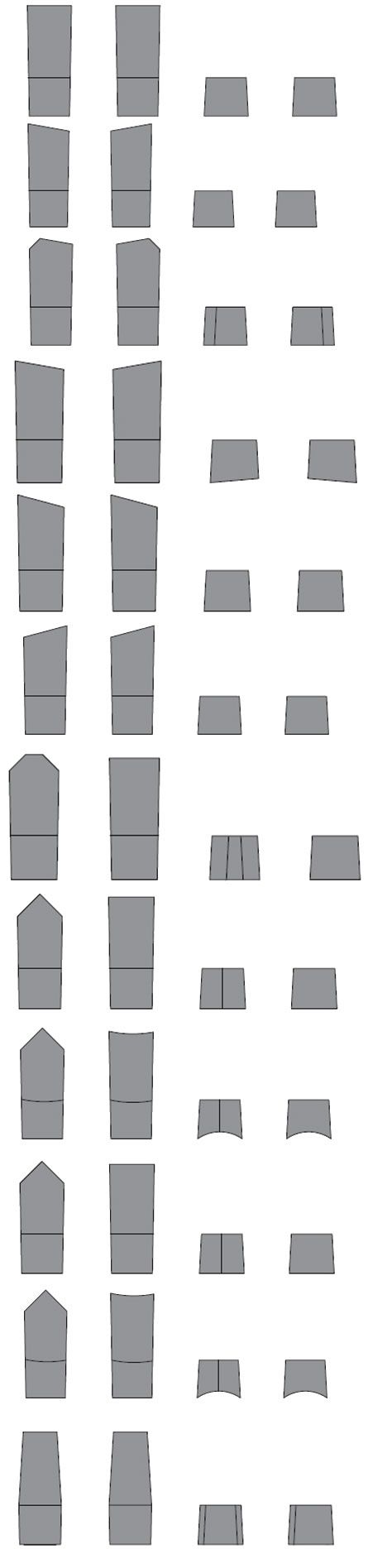
Códigos para escoger el tipo de diente más adecuado a sus necesidades.
|
AA Diente recto. Para cortes en madera a favor de veta. Incluso en aserrado múltiple. Para utilizarse a altas velocidades de avance y así poder obtener superficies con acabado medio. Especialmente adecuada para aserrado múltiple y canteado. |
 |
|
BA Diente alterno afilado oblicuo. Para corte a favor de la malla y perpendicular al hilo de madera, tableros con y sin recubrir o plásticos. |
|
|
BAE Diente alterno truncado con bisel para plásticos finos y duros (ideal para tablero con formica). |
|
|
BD Diente con un afilado alterno en la periferia y el interior del diente. Afilado en máquinas especiales automáticas. Muy conveniente para tablero contrachapado . |
|
|
CA Todos los dientes van con bisel afilado hacia la derecha. Para canteadoras y como disco principal en trituradores, ensamblado, marcado. |
|
|
DA Todos los dientes van con bisel afilado hacia la izquierda. Para canteadoras y como disco principal en trituradores, ensamblado, marcado. |
|
|
EA/EAM Diente trapezoidal. Es un diente rudo y de acabado final. Los dientes son cortados alternativamente en forma trapezoidal y recta. Con diferencia de altura para romper la viruta en tres partes. |
|
|
EA Diente con punta de flecha y recto con diferencia de altura. Para cortes en tableros aglomerados recubiertos de melamina y sin recubrir, tableros de fibra y de densidad media (MDF). También apto para plásticos. |
|
|
EAM Para el corte de metales no-ferrosos. |
|
|
EAX Diente recto alterno e invertido V. Para cortar tableros laminados. |
|
|
EAXH Diente recto alterno e invertido V con base frontal concava. Para cortar tableros pintados y laminados |
|
|
RA Diente recto con conicidad, habitualmente conocidos como incisores cónicos. Para premarcar el seccionamiento de paneles. Se utilizan en escuadradoras y seccionadoras. |
Tipo de ángulos de ataque.
Dependiendo del material a cortar, necesitaremos escoger un tipo de ángulo de ataque. Y otro factor no menos importante es el tipo de máquina que se va a utilizar.
En el siguiente ejemplo le mostraremos los tipos de ángulo de ataque según la aplicación y tipo de material.
Las sierras circulares para cortes lineales suelen tener un gran ángulo de ataque positivo (avance automático). De esta forma nos aseguramos que hagan unos «cortes» agresivos sobre la madera, eliminando virutas mayores en cada pasada.
Un ángulo de ataque de 20º es habitual para el corte de maderas secas y verdes húmedas en aserraderos.
El diente con en ángulo positivo, incorpora grandes gargantas para un mejor desahogo. Y se configura para aumentar la velocidad de alimentación.
Estos ángulos de ataque grandes, se indican para la eliminación grandes cantidades de madera.
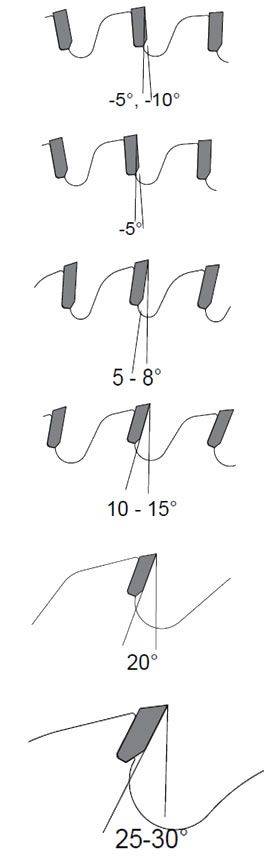
Tabla con los ángulos de ataque de los dientes más habituales.
|
Tronzado de madera en máquinas pendulares, sierras circulares manuales. Corte paralelo y de borde de bandas. La forma del diente va entre -5º a -10º |
 |
|
Este ángulo de diente es ideal para corte de metal no ferroso, plásticos y plastificados. Para maquinas alimentación manual. Diente con -5º |
|
|
Para cortes de plástico semiduro a duro, tableros laminados y contrachapados. Corte a inglete de madera y metales no-ferroso. Para trabajar en máquinas con avance automático. Este tipo de sierras va desde 5º a 8º. |
|
|
Tronzado de madera y tableros de fibra, cartón-yeso, tableros aglomerados y contrachapados. Ideal para máquinas con avance automático. Dientes con un ángulo de incidencia de 10 a 15 grados positivos. |
|
|
Esta sierra se suele utilizar para el aserrado de madera seca o verde. Incorpora un ángulo de incidencia de 20º positivos. |
|
|
Sierras circulares para aserrado y canteado de madera verde. El ángulo del diente va de 25 a 30º positivos. |
Paso de los dientes:
El paso de dientes es un elemento decisorio notable, desde el mismo instante que queremos elegir un disco sierra circular para diversos tipos de trabajo.
El paso de diente es la distancia entre las caras frontales de los dientes adyacentes.
Número de dientes:
El espesor del material que se va a cortar determinara el paso del diente que tendremos que elegir para un correcto acabado de la superficie.
Usualmente, cuanto más delgado sea el material a elaborar más pequeño deberá ser el paso de diente. Por el contrario, cuanto mayor sea el espesor del material, mayor deberá ser el paso del dentado.
Consejos.
Cuando tengamos que cortar madera maciza solida, al menos 2 dientes deberán estar en contacto con la pieza. Y un máximo de 4, para el desarrollo optimo de corte.
En otros materiales, se deberán introducir de 2 a 6 dientes.
Para conseguir un tipo «corte» mayor de la madera, las cuchillas de corte tienen menos dientes. Dependiendo del espesor de la madera suelen tener 16, 24, 36 dientes.
La cantidad de dientes podría ser mayor, según el diámetro de la hoja de sierra y la forma del diente.
El conteo de dientes para la forma “AA” es sobre Z:30, 40 o 60 dientes.
Por tanto, la garganta es considerablemente más grande, para acomodar la mayor cantidad de virutas y serrín para un corte más fluido.
Una de las principales inquietudes es la capacidad de la sierra para eliminar las virutas de madera. Evitando así la unión y el consiguiente sobrecalentamiento.
TIPOS DE SIERRA CIRCULAR o DISCO DE CORTE
Al referirnos a un disco sierra circular , objetivamente estamos describiendo a toda la gama de sierras.
Lo que unifica a toda una familia de hojas de sierras circulares es que todas son accionadas por una máquina con motor. Así son utilizadas con toda comodidad.
Si dividimos esta familia en 2, nos podríamos encontrar con sierras circulares de mano eléctricas (se usan para pequeños trabajos y trabajos de construcción), o las sierras para maquinas estáticas de taller. Estas últimas se utilizan sobre materiales de mayores capacidades. Por ejemplo las escuadradoras, combinadas, seccionadoras, o ingletadoras, entre otras.
Tipos y soluciones de posibles problemas.
| Disco sierra circular que vibra – corte imperfecto. |
Tensionado defectuoso. Rodamientos defectuosos en el eje la máquina. Platos de sujeción o anillos de separación combados. Eje central con juego. Sierra inestable o desequilibrada. |
|
Quemaduras en el cuerpo de la hoja: a) marcas aisladas b) marcas circulares |
Platos de sujeción torcidos. Eje descentrado. Hoja desequilibrada. Sierra circular de corte mal seleccionada. |
| La hoja corta perfectamente al inicio pero se ladea hacia el lado opuesto después de algunos segundos. |
Sierra tensionada con defecto. Panorama de la máquina no paralelo a la sierra. |
| Rotura en la garganta del diente. |
La sierra no corta, hay que afilar. Velocidad de avance excesiva. |
| El disco sierra circular corta bien pero la cara cortada es desigual. |
La sierra no corta, hay que afilar. Velocidad de avance excesiva. |
| El disco sierra circular deja marcas en el material. |
Sierra mal tensionada. Flanges torcidos. Afilado incorrecto. |
| El disco sierra circular corta muy lento. |
Velocidad de corte demasiado lenta. Hay que reafilar la sierra. Angulo de corte incorrecto. |
| El disco sierra circular avance sola a través de la pieza. | Angulo de corte incorrecto. |
| Los dientes tienen adherida mucha resina. |
Garganta muy reducida. Muchos dientes, elegir una sierra con el paso de diente mayor |
Tipos de diseños de un disco sierra circular.
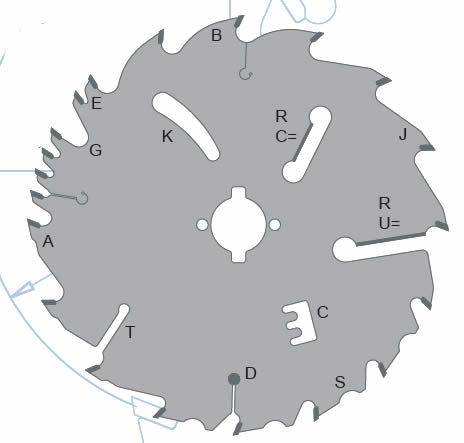
Sierras con diseño especial que se indica con las denominaciones:
A=Sierra con rebaje diametral
B=Dorso redondeado
C=Ranura de refrigeración
D=Remaches de cobre
E=Menor garganta para reducir ruido
F=Incisor ajustable
G=Sierra con dientes agrupados
J=Diente incrustado
K=Sierra con ranura de refrigeración
M=Sierra para metal
P=Sierras portátiles
R=Sierra con rasuradores
S=Sierra con limitador
T=Junta especial
U=Sierra para seccionadoras
V=Sierras con rompe viruta
W=Doble escalonado
X=Sierras con escalonado
Y=Diseño simplificado
Disco sierra circular para cortes longitudinales.
Los discos de sierras circulares para cortes longitudinales se producen para cortar a favor de la veta de la madera.
La hoja o cuerpo de la sierra tiene, característicamente, una gran garganta, un ángulo de ataque positivo y menor cantidad de dientes que cualquier otro modelo de sierra.

Discos sierras circulares para madera cortes longitudinales
El cometido principal de dicho diseño es cortar rápidamente la madera sin desmenuzarla. Y deshacerse con suma facilidad de los residuos, como el serrín o la madera sobrante.
El corte al hilo o simplemente «a la veta» es cortar a lo largo de las fibras de la madera, no transversalmente. Así se ofrece menor resistencia del material y se corta mas rápido.
El típico disco sierra circular diseñado para este tipo de corte varía mucho del disco sierra circular diseñadas para corte transversal ( para este ultimo caso se necesitaran más dientes ) .
Por tanto, es más sencillo avanzar cortando en longitudinal que en corte transversal. Esto significa que cada diente de la sierra puede eliminar una mayor cantidad de material.
Terminación, tamaño y seguridad.
Seguimos pues hablando de las sierras de corte longitudinal. Añadir que debido a los pocos dientes que incluyen, estas no suministran un corte con un óptimo acabado. Independientemente del material a cortar.
Será obligado terminar el corte con fresas con eje para madera, portacuchillas de tupi, fresadora de mano o una lijadora eléctrica. Esto último si es necesario lijar para un tratamiento de lacado posterior.
Por este motivo, no son las mas idóneas para un cortes oblicuos.
Cuando las utilizamos para cortes transversales, la poca cantidad de dientes y el pronunciado ángulo de incidencia harán que la sierra intente cortar la madera u otro material demasiado rápido. Causando así daños y cortes rudos con mala terminación.
En contraposición, si necesitamos realizar cortes sobre molduras, junquillos, perfiles de aluminio o plástico de poco espesor, y para los que se necesita de mucha precisión, usaremos sierras circulares con muchos dientes y un espesor fino de la sierra.
En los siguientes párrafos hablaremos de esto con más detalles.
Disco sierra circular para cortes transversales y cortes de precisión.
Consejos de uso y seguridad.
Antes de realizar la compra consulte con un profesional que le ayude a escoger la sierra más apropiada. O lea las características con antelación.
Un problema muy común es encontrarnos algún clavo o cuerpo extraño dentro de la madera. Y que este pueda ocasionar daños graves a algún/nos dientes. Y evitar la continuidad del trabajo que estemos realizando. Si le ocurre esto, lleve la sierra a su afilador habitual para que replaqueté los dientes dañados.
Un clavo no solo podría romper la placa de la hoja de sierra. Sino dañar completamente la sierra circular mientras gira y lo que es más grave: lesionar gravemente al operario.
Para trabajos de carpintería donde se requiere de una máquina sierra circular de mano, necesitará de sumo cuidado. Y tomar todas las precauciones con los equipos de seguridad que sean necesarios. Por su propio bien.
Vibraciones.
Las típicas vibraciones y flexiones son una característica común en este tipo de sierra, ya que por su poco espesor de hoja esta intentará continuar el camino de menor resistencia.
Esto puede hacer que una sierra circular intente desviarse hacia un lado, siguiendo la veta de la madera.
Para evitar los antirretrocesos existen algunos modelos de discos de corte que incorporan en la parte posterior del diente un contradiente. Tienen unas décimas menos que el diámetro máximo de la placa de corte, para proporcionar comodidad y seguridad durante el trabajo.
Disco Sierra circular para cortes transversales.
Cuando realizamos un corte transversal nos referimos al acto de cortar en contra de la malla (veta de la madera).
Normalmente este corte es mucho más delicado, difícil y lento. Comparado con los cortes longitudinales.
Los discos de corte para este fin cortan perpendicular al lazo o cinta “vitta“ de la madera. Y exigen de cortes limpios y sin astillas o irregularidades en las aristas del material.
Es de suma importancia elegir los mejores parámetros para adaptarlos a un mejor corte.
¿Qué necesitaremos?
Un mayor número de dientes con ángulos de incidencia sobre -5 ° para cortes en máquinas de avance manual. Y 8° o más para máquinas con avance automático. La forma de los dientes podría ser como los anteriormente descritos BA, EA/EAM. Y parámetros de velocidad más lentos .
Las sierras radiales o ingletadoras son mucho mejores para el corte transversal que las sierras de mesa.
Numero de dientes, ángulo de ataque, diámetro y garganta de la hoja.
Un disco de sierra circular no astillará la madera si el número de diente es lo bastante amplio.
Los discos de sierra circular para cortes transversales acostumbran a tener un alto número de dientes. Dependiendo del diámetro de la hoja varían entre Z:60 a 120, por ejemplo.
Con estos modelos de discos de corte cortará perfectamente todo tipo de molduras de madera de roble, haya, sapelly o pino entre otras. También madera contrachapada.
Las tronzadoras dobles o simples son las mejores opciones para este tipo de corte.
Para reducir la agresividad del corte debido al tipo de trabajo y a la velocidad de giro de la sierra es muy importante utilizarlas con ángulos de ataque -5º . O ángulos neutros, cero grados.
Al trabajar con estos ángulos de incidencia neutros o ligeramente negativos, reducimos la agresividad del corte. Pues el operario dominará la bajada del cabezal de la máquina. Y no la máquina a nosotros.
Los ángulos de ataque afectan el control del corte. Cuanto más negativo sea el ángulo, menor será el tirón de la sierra circular.
Es un error muy común que carpinteros usando ingletadoras manuales coloquen sierras con ángulos de ataque positivos. Al ir cortando, la sierra nos domina por completo. Y si no sujetamos con firmeza se pueden producir enganches y roturas de material o accidentes inesperados.
Los diámetros exteriores más comunes en hojas de sierra circular para cortar transversalmente van desde los 250 a 300 o 350 mm. Incluso más.
Los diseños de las gargantas de la hoja para este tipo de corte son mucho menores que en las de corte longitudinal. Producen así menos astillado y menos serrín.
También conseguiremos que la hoja se mantenga mas rígida y estable cuando estamos realizando el corte.
Al disponer de un mayor número de dientes, reduciremos la vibración. Y conseguiremos unos cortes transversales con mejor acabado que si utilizamos las sierras de corte longitudinal.
Si conseguimos adquirir un disco sierra circular de calidad, con una gran cantidad de dientes y con una hoja que sea de un buen acero, podremos dejar un acabado tan limpio que no será necesario cepillar o lijar la madera.
El mayor problema con el corte transversal es el astillado de la madera.
Esto puede ser causado por 2 factores distintos.
- La fricción entre los laterales de los dientes y la cara de la madera.
- El astillado causado por los dientes de la sierra que empujan las fibras de la madera hacia un lado, antes de cortarlas. Según el tipo de madera, esto es más o menos probable.
Sierras circulares para madera, cortes transversales ( idóneas para cortar molduras )
La forma del diente.
Para solucionar el problema del astillado, la gran mayoría de las hojas de sierra para cortes transversales suelen disponer de la forma de diente alterno “BD” .
Esto quiere decir que la parte superior de los dientes están diseñados de forma que uno va biselado a la derecha y el otro a la izquierda.
Así, con este diseño de diente alterno, las fibras de la madera se cortarán de forma más limpia y rápida. Y con una gran suavidad de corte, casi sin fricción.
Hoy en día existen modelos de sierras con combinación de dientes. Por ejemplo: un diente recto, otro con bisel a derecha y un tercero con bisel a izquierda (dientes combinados). Además de poseer un ancho de corte extrafino FINE CUT OFF , que generará cortes suaves y limpios.
Se adaptan perfectamente en sierras circulares de mesa y son perfectos para cortes transversales. O mejor aún, para cortes delicados sobre tableros de melamina.
La diferencia entre las hojas “BD” y “EA/EAM” es que los ángulos del diente son más rudos en las hojas “EA/EAM” debido a su diseño.
El corte transversal extrafino requiere al menos 80 dientes en una sierra de 250 mm de diámetro.
Problemas de sobrecalentamiento.
Los discos sierras circulares para cortes transversales, suelen tener más probabilidad de sobrecalentamiento que los de cortes longitudinales. Esto es debido a la mayor cantidad de veces que la hoja pasa por el material al cortarlo. Ya que que si queremos dejar un acabado perfecto deberemos de ir más lentos.
También no hay que dejar de lado que al disponer de un numero mayor de dientes, la garganta de la hoja es más pequeña y desahogará menos.
Una cantidad demasiado grande de dientes puede ser otro factor de calentamiento al cortar la madera. Esto provoca una mayor fricción y por tanto temperaturas más altas que podrían quemar fácilmente la madera.
El polvo de serrín fino llenara la garganta entre cada diente creando un efecto negativo en ambos lados, entaponando la garganta y creando una fricción negativa al cortar.
Recubrimientos.
Existe en el mercado discos de sierra circular para cortes transversales en madera con recubrimiento teflonado a ambos lado de la hoja, para reducir la posibilidad de calentamientos y que se adhiera resina sobre las caras.
Debido al recubrimiento de teflón y a la dureza de las placas de carburo de tungsteno, incluso en condiciones adversas, el riesgo se minimiza, no importara si está trabajando con maderas duras o blandas.
Las posibilidades de incendio debido al serrín y desechos son muy raros.
Otra manera de solucionar el problema del recalentamiento es disipando calor a través de las ranuras fonoabsorbentes de aire que incorporan las sierras circulares.
La continua dilatación durante los períodos veraniegos o invernales deforman la hoja de acero.
Una hoja de sierra irregular no correcta recta y de forma uniforme, dejando un mal acabado de corte, y pudiendo sobrecargar el motor de la máquina.
Ranuras de expansión.
Las ranuras de expansión de aire se incorporan a la hoja para crear espacio y expandir y contraer el acero.
Por todo esto, es bastante común ver ranuras de expansión cortadas con láser en estas hojas. A pesar de que hay hojas de corte longitudinal del mismo fabricante que no las llevan insertadas.
Si por algún motivo al cortar observa que la sierra se calienta en exceso, intente cambiarla por una de menos dientes. De esta forma desahogará mucho mejor, cortará más suave y eficazmente.
Es importante ajustar el avance de corte. La sierra puede quemar la madera si usted corta demasiado lento. O astillar la madera si corta demasiado deprisa. Debe ser usted quien lleve el control sobre el corte.
Cuerpo de acero para la fabricación de sierras circulares. En esta imagen se aprecia la garganta para el desahogo.

Discos sierras circulares universales para madera.
La mayoría de los operarios que trabajan la madera, como carpinteros o aficionados del bricolaje, no necesitan de mucha precisión, suavidad o eficacia al cortar. Por ello prefieren utilizar discos sierras circulares universales para cortes combinados.
Podríamos definir la sierra circular universal como la que posee un diseño fusionado de 2 sierras en 1. Para un corte lineal y transversal.
Están fabricadas y optimizadas para realizar ambas funciones, y hacer intercambios de cortes.
La principal característica de esta hoja de sierra es el patrón de cortes que tienen. Alrededor de 60 en una hoja de 250 mm de diámetro. Ni pocos Z:40, ni muchos Z:80 .
Sierras multifuncionales y para uso general.
Un disco sierra circular «de uso general» no tiene nada que ver con las sierras circulares universales.
Las de uso general tienen un compromiso de diseño entre la garra de los 2 modelos. Intentamos buscar el equilibrio y obtener el diseño más universal, general y funcional posible.
Las sierras circulares o discos para uso general tienden a ser más económicas. Porque no solemos usar las mejores materias primas. Y son comercializadas en el rango de una sierra barata y de mala calidad.
El tiempo y el dinero son valiosos para Usted. Este tipo de herramienta de corte suele tener un acero de baja calidad, con el cuerpo sin tensionar, sin estabilidad al cortar (esto puede generar cortes torcidos). Y las placas de volframio de mala calidad. Además en la mayoría de casos solo se pueden afilar un par de veces.
Corte transversal y longitudinal con sierras universales.
Aunque las hojas de sierra universales no son las mejores en cortes longitudinales o cortes transversales, hacen un trabajo decente en ambos casos.
Pueden ser una buena opción antes de la elección entre cualquier otra sierra más especifica.
Su principal punto positivo es que usted no tendrá que estar cambiando continuamente entre una sierra y otra.
Son muy populares entre los carpinteros aficionados y montadores de muebles. Estos no necesitan ni la precisión ni la eficiencia que dan las sierras especificas.
Estos discos de sierra circular para madera se montan perfectamente en sierras de mesa, sierras radiales, ingletadoras, etc…
Suelen usarse para cortes a inglete de poca precisión y para cortes de cantidades pequeñas de madera. Cuando no se quiere cambiar la herramienta con frecuencia.
Dada su versatilidad, que le permite realizar varios tipos de corte, es seguramente el tipo de sierra montada de forma más habitual en sierras de inglete.
Número de dientes de un disco sierra circular universal.
La combinación más habitual en este tipo de disco sierra circular generalmente es entre 48 y 72 dientes.
Así, usted debe de elegir la cantidad de dientes de su disco. El número puede cambiar dependiendo del diámetro de este. Este suele variar desde 40, 60, 72 hasta 96 en los casos más comunes de máquinas no estacionarias.
Sierras con dientes combinados.
No hay que olvidarse de la sierras con una separación extra entre las gargantas del diente. En estas, se agrupan dientes juntos (4 o más) con gargantas pequeñas. Y como si se saltaran un diente, se coloca un espacio de garganta más grande.
Estas sierras con dientes combinados te brindan cortes rápidos en una amplia variedad de materiales, ¡¡¡sin sacrificar la calidad de corte!!!.
Podrá utilizarlas para cortes transversales en cualquier tipo de madera o tablero alistonado.

Disco sierra circular universal con dientes combinados
La gran garganta en este modelo separa los grupos densos de dientes y proporciona un mejor acabado en las astillas necesaria para cortes transversales. Tanto en madera dura como blanda.
Por ejemplo, con el diseño de dientes en grupos de 3 (uno recto y dos alternos), los dos dientes alternos tienen una inclinación de 20º. En algunos casos hasta 40º. Y el recto una diferencia de altura inferior de 0,2 décimas. Esto le garantizará ayuda para que la sierra funcione frente a distintos propósitos de cortes.
Los dientes de bisel alternos son una característica de la sierra fundamental para el corte longitudinal. Mientras que el tercer diente ayuda en parte para el corte transversal.
Debido a este diseño de la forma del dentado combinado, esta sierra le permitirá realizar cortes más rápidos en cortes transversales. Y evitará el astillado, dejando así una superficie fina.
La elección de la sierra y las posibles diferencias.
Al seleccionar una sierra con cortes combinados, primero tiene que decidir si el corte consistirá en un tronzado transversal o un aserrado lineal.
Por tanto a la hora de elegir este tipo de sierras circulares, el aspecto fundamental es el de su diseño. Pues normalmente pueden favorecer más el corte recto o por el contrario el corte transversal.
Deberíamos adquirir la sierra combinada más estrechamente diseñada para el tipo de corte que generalmente realizamos con mayor frecuencia.
- Para trabajos que requieren más cortes rectos, adquiera una combinación de hoja de sierra con menos dientes. Unos 50 Z.
- Si plantea realizar fundamentalmente cortes transversales, se recomienda una adquirir una con 70 dientes.
Y finalmente, elija siempre una sierra circular con dientes mixtos, apropiada a su frecuencia de uso.
El revestimiento del cuerpo.
Una de las grandes mejoras -si hablamos de rendimiento de una sierra circular para madera, plásticos o metales no ferrosos-, fue la de recubrir el cuerpo con revestimientos antiadherentes. Para así evitar que la hoja se sobrecaliente y por tanto que se pegue la resina.
Por tanto nuestra recomendación es la de adquirir este tipo de sierras universales recubiertas para ayudar al corte. Pero también para proteger de la corrosión la herramienta.
Otro uso totalmente apropiado de estas hojas de sierra: son ideales para cortar maderas secas o verdes. Solo necesitará escoger el diámetro y el número de dientes que adecuados.
Una sierra con el cuerpo recubierto, normalmente resistirá esta adherencia mejor que una sierra no recubierta. Esto ayuda a despejar las virutas de madera y a mantener la hoja fría.
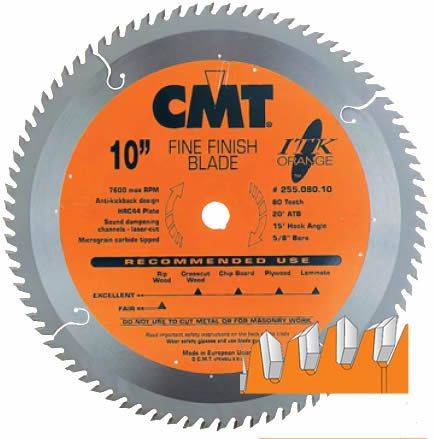
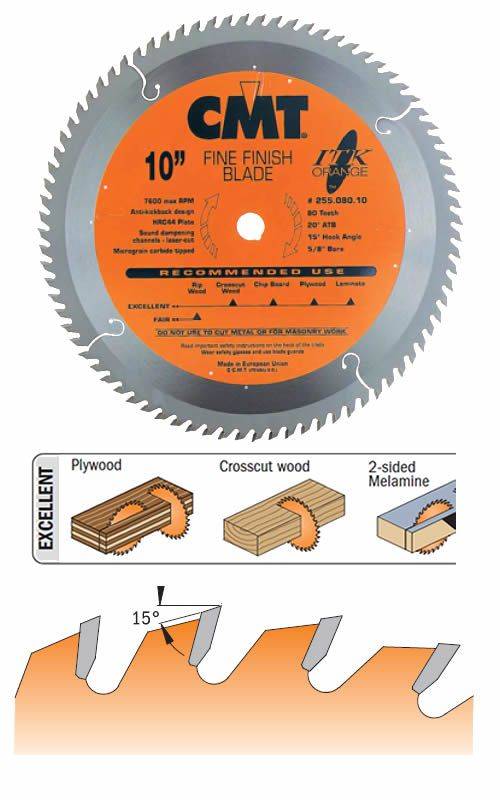
Las sierras de gama alta ITK PLUS de CMT incorporan este revestimiento denominado PTFE de color anaranjado. Además los cuerpos de acero están fabricados con una dureza de 42-44 Rockwell.
Aún así, no todos los fabricantes incorporan este tipo de teflonado. Hay marcas incluso que venden ese producto como si lo llevara, y después del uso ese color desaparece.
Por tanto descubrimos que lo que parecía ser teflón, es en realidad una pintura secada al horno. ¡¡ No caiga en la trampa !!
Si se plantea adquirir una sierra que vaya a usar con frecuencia y espera que le dure bastante tiempo, compre una sierra de corte de calidad. No escatime con el precio.
Estas hojas son más resistentes que las hojas de acero rápido más comúnmente disponibles en el mercado. Esto si tenemos en cuenta que la calidad corresponde al dinero pagado. Algo que no siempre es así.
Características adicionales.
El diseño y la sencillez de una sierra de calidad, es la consecuencia de varias operaciones técnicas.
Cada unidad fabricada tiene que hacer un corte preciso. Debe tener un afilado especial de las placas de carburo. Tiene un determinado grosor de la placa, de las ranuras contra el ruido, etc…
Ranuras de expansión.
Otra característica no menos importante en un disco de corte es la presencia de ranuras de expansión. Estas son unas pequeñas ranuras con forma de anzuelo, ubicadas para disminuir el ruido mientras se expande y contrae el cuerpo. Esto ocurre por el acumulo de calor mientras estamos cortando.
Cortes anti-vibracion.
Consisten en unas ranuras cortadas con láser sobre la cara de la hoja de acero del disco.
Así notaremos una gran estabilidad mientas cortamos. Y apreciaremos un aumento del rendimiento de la herramienta, ya que generara cortes más exactos y nítidos.

Ranuras de expansión y anti-vibracion de una sierra circular
Sierra circular para Cortes Finos.
Las hojas de sierras circulares para cortes finos están diseñadas y fabricadas para minimizar el desperdicio del material a cortar. Tanto en maderas muy caras como en contrachapado de madera dura, entre otras.
Realizan un corte muy delgado debido al ancho real de la placa de vidia.
Mientras que el corte de un disco sierra circular de tipo estándar es de 3,2 mm aproximadamente, estos modelos suelen tener sobre 1,5 mm de espesor de corte.
Si bien la diferencia de material no parece demasiada, puede representar una gran desventaja. Si tenemos en cuenta por ejemplo, los 1.300€ que puede costar un metro cubico de roble.
Al decidirnos a usar este tipo de herramienta para cortes delgados, debemos tener en cuenta que estas sierras son más propensas a la flexión que las estándar.
Sin duda esto un reto para los fabricantes. Por ejemplo podemos encontrarnos con algunos modelos en los que el cuerpo de acero mide nada más que 1 mm, con una placa de 1,5 mm de espesor, y con un diámetro de 150 mm.
Si el tablero o madera que estamos cortando se cierra ligeramente, es muy probable que siga cortando, pero con toda seguridad estaremos dañando la materia prima. E incluso incluso la herramienta.

Tronco de roble americano
Con las sierras circulares para corte de madera con espesor delgado podrá ahorrar en madera un 25%. En comparación con las de 3,2 mm de espesor estándar.
La aplicación más habitual de las sierras delgadas de corte es para la madera dimensional. Para los fabricantes de pisos de madera o de ingeniería, los tamaños precisos significan mucho.
Algunas ventajas incluyen un mejor acabado, un menor consumo de energía con la máquina y un menor desperdicio de madera.
Este modelo de herramienta para cortes finos, está disponible para cortes transversales, lineales o combinados de ambos. Dependiendo de la necesidad del operario, debemos elegir uno u otro.
Ventajas del corte fino.
Una ventaja de los discos sierras circulares de corte ultrafino es que necesitan menos gasto de energía al cortar.
El diente, al ser más fino, pasa a través de la pieza de trabajo con aproximadamente el 65% menos esfuerzo del que gasta una sierra de espesor normal.
Otra es que el motor de la máquina no necesitar trabajar con tanta sobrecarga. Esto puede ser una gran ventaja en una máquina de poca potencia. Especialmente al cortar maderas extremadamente duras o densas.
Una precaución importantísima a tomar es la de evitar cortar demasiado rápido.
Por tanto el corte más fino proporciona algunas ventajas. Sin embargo también hay desventajas.
Desventajas.
Cuanto más delgada sea la hoja de sierra circular, mayor será el riesgo de calentamientos, contragolpes y vibraciones.
Si empezamos a resumir las desventajas, diremos primero que queda menos espacio lateral para la dispersión de virutas. Los dientes finos casi no tienen espacio libre lateral.
La mayor de las diferencias en el tallado de la sierra proviene de dientes de carburo más estrechos o reducidos. Esto significa que los dientes sobresalen menos lateralmente del cuerpo de acero.
Por tanto el sobrante de madera se disipa con más lentitud en el área de corte.
Segundo, un menor espacio libre de la placa lateralmente aumentará el riesgo de sobrecalentamiento de la hoja.
Especialmente en cortes lineales largos y cortes contra la veta de la madera.
La placa de metal duro de la sierra soldada en el cuerpo de una hoja de acero delgada es normalmente más fina que la de una hoja de sierra de corte normal.
La sierra circular no podrá disipar el calor como lo hace en una sierra de dentado normal. Esto conlleva el riesgo de sobrecalentamiento.
Esta placa tan fina es más susceptible a la flexión, la vibración y la deformación de la sierra. Por tanto causando interrupciones en el trabajo.
Tercero, mayores marcas laterales en las piezas de trabajo.
Puesto que las profundidades de corte son limitadas, no debemos utilizar hojas de sierra delgadas para cortes profundos. Pues si así lo hacemos, esto se traduce directamente en más marcas de herramientas en el material del corte.
Debido a estas desventajas, la mayoría de los usuarios de sierras de corte extrafino solo las usan ocasionalmente. Por ejemplo, cuando cortan madera lo suficientemente cara como para justificar su uso.
En otras ocasiones, cambian esta sierra por sus antecesores más robustos (las de corte fino).
La desventaja es que la placa más delgada puede ladear un poco, causando un corte un poco más arisco.
Mientras que las cuchillas de corte delgadas son ventajosas para cortar maderas duras, tienen sin embargo un mayor riesgo de torcerse y desviarse. Produciendo cortes irregulares: maderas con medidas irregulares en su principio y final.
Por lo tanto, a pesar de que proporcionan un ahorro de materia prima, no se usan con frecuencia para maderas con grandes espesores.

Sierras circulares para cortes delgados
¿Qué materiales podemos trabajar?
- Tableros contrachapados, MDF, laminados, tableros de melamina, tableros aglomerados.
- Cortar tableros de fibras de madera para decoración y construcción. (Aquí supone un desafío especial).
- Productos laminados derivados de la madera. Esta categoría incluye todo lo que pueda considerarse una madera contrachapada.
- Materiales compuestos: tableros de fibra de densidad media (MDF), tableros de partículas o aglomerados, tableros de fibras orientadas (OSB), recubrimientos de densidad media (MDO) y de alta densidad (HDO), madera contrachapada, melamina y laminados, como los tableros para encimeras, y otras maderas compactas que difieren según el tipo de densidad de madera. Estos productos son materiales estables y de consistencia uniforme. Se pueden dividir en dos categorías principales: paneles recubiertos y reconstruidos.
Corte de tableros laminados y contrachapados.
No es lo mismo un tablero laminado que un tablero contrachapado. En el laminado las chapas están encoladas de manera que la trayectoria de las fibras están equidistantes entre ellas, y continúan a lo largo en dirección longitudinal a la pieza. Por el contrario, en el tablero contrachapado, las fibras de las chapas crean ángulos a 90º de forma correlativa.
La principal característica del tablero laminado radica en la similitud de sus propiedades y su ligereza.
De manera especifica, las características de resistencia son optimas. Sobre todo a la resistencia de corte.
Se producen al encolar láminas de madera de tal forma que las partículas de fibra de todas sean equidistantes longitudinalmente al tablero tablero.
LVL (laminated veneer lumber, en inglés).
- En la fabricación de tableros especiales y con motivo.
- En algunos tableros y perfiles especiales, con el objeto de acrecentar el rendimiento se suele integrar alguna variedad de chapas que van unidas en dirección a las fibras, paralelamente entre ellas y opuestamente a las laminas de la cara superior e inferior. Estas representan sobre el 25% de la suma total de las chapas.
- La materia prima que se usa para la producción son láminas finas de madera.
- Los materiales que se utilizan para su fabricación son chapas de madera y aglutinantes. Estas finas chapas de madera suelen ser de un grueso de 5 mm max.
- Los tipos de madera que se suelen escoger para la fabricación de estos tableros son el abeto (abies), el pino oregon (Douglas de Oregón), el alerce (larix) o el pino amarillo del sur (Pinus oocarpa).
- Los adhesivos utilizados, dependiendo de las peculiaridades y de las semejanzas del tablero, son colas de Urea formol (para interiores) o Fenol formaldehído (para exteriores).
- En ocasiones, si se quiere aumentar las prestaciones de estos adhesivos, se incorporan otros aditivos.
Ranking de Empresas del sector Fabricación de chapas y tableros de madera.

Tableros laminados y contrachapados de madera
El astillado.
El corte de tableros revestido es muy delicado y requiere un disco de corte de buena calidad, ya que muchos tableros tienen finas laminas de plastificado. Otros tipos de laminados, como los utilizados en pisos de madera contrachapada, requieren de cortes perfectos para evitar el astillado.
La selección de la hoja de sierra será fundamental para reducir este inconveniente.
Todas tienen un propósito y diseño en común, pero algunas funcionan mejor que otras dependiendo del tipo de maquina y material a cortar.
La realización de un corte limpio y sin astillas solo es posible escogiendo la sierra que tenga los dientes apropiados, la hoja tenga una estabilidad perfecta y la maquina este en perfecto estado.
De lo contrario, la madera o tablero se vera astillado por una o ambas caras, lo que representara un gran gasto.
Forma de los dientes para cortes en tableros laminados.
Las hojas de sierra de bisel alterno (BD) que se desarrollaron para el corte transversal, normalmente son buenas para cortar tableros laminados.
La disposición de los dientes con un diseño alternado «izquierda-derecha» crea un efecto sorprendente en los paneles revestidos (siempre que se cojan con el número de dientes adecuado).
Los dientes afilados alternativamente marcan la chapa de la superficie del tablero, antes de cortarlo. Por tanto, reduciendo la posibilidad de astillarse.
Sin embargo, su propósito original es el corte transversal.
Normalmente el ángulo estándar suele estar entre los 15 y 20 grados. Aunque los hay con biseles superiores. Pudiendo llegar a los 38º.
Aumentando este bisel la creación del corte será mas limpio. Pero se verá contrarrestado por el mayor desgaste del filo.
Para cortes sobre materiales duros, mdf o cualquier otro material denso, los dientes con la forma (EA/EAM) son una buena elección(“diente con forma trapecio-plano»).
Otro buen ejemplo de correcta elección de sierras para un buen rendimiento de los filos, es el de las diente trapecio-plano.
Es la combinación de 2 dientes con perfil diferente. Uno tiene la forma de trapecio (un plano y 2 biseles a 45º). El otro diente es plano y normalmente está más bajo. Entre 0,2 a 0,5 décimas del trapecio.
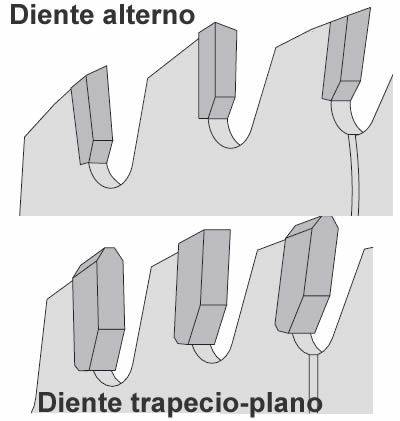
Discos sierras circulares con dientes alternos y trapecio-plano
Los dientes biselados irán limpiando las aristas del canto del tablero y así al entrar, el diente recto no astillará.
Las hojas de sierra TCG industriales son demasiado abrasivas y no se recomiendan para maderas blandas. Es muy probable que astillen la madera.
La buena elección en la cantidad de dientes es muy importante. Para laminados Z:80, 96, 108 o más, son una buena elección para el corte de laminados.
Sin embargo, si su trabajo no requiere de precisión, no será necesario que elija tanto dentado. Con una sierra de pocos dientes ser suficiente.
Revestimiento del cuerpo y ranuras de expansión.
Los pisos laminados y la madera contrachapada deben cortarse con hojas de sierra circulares de alta calidad. El cuerpo de la hoja se saca de láminas de acero en frío que no esta endurecido. Con una dureza aproximadamente entre 35 HCR .
Después se realiza todo el proceso de mecanizado de la hoja. Las formas y el número de dientes, el eje central, las ranuras de expansión y las ranuras anti-vibración.
Una vez hecho todo este proceso, se vuelve a endurecer sobre 48 a 50 HCR.
Esto tiene un costo un poco más alto. Pero una eficiencia y durabilidad mucho mejores.
Una vez endurecido y antes de soldar las placas, todas los cuerpos se pulen y equilibran hasta dejarlas con tolerancias entre +0,00 -0,02 mm.
Los dientes con carburo se eligen independientemente para según que área de aplicación.
Existe una gran variedad de fabricantes de carburo de tungsteno. De ahí el rendimiento tan variado de cada fabricante con herramientas de características similares.
Cada fabricante conseguirá una mayor o peor calidad en dependiendo de que proceso siga y de que inversión en material haga. Pero las herramientas de más calidad brindarán un excelente rendimiento y una gran nitidez en el corte a largo plazo.
El recubrimiento de la hoja es otro factor importante. Es el escudo permanente que ayudará al disco a resistir el calor, al reducir la fricción de corte.
Esto puede ser útil al cortar la madera contrachapada con chapas finas pegadas en las capas. Porque la hoja de sierra derrite el pegamento que conecta las capas de madera contrachapada.
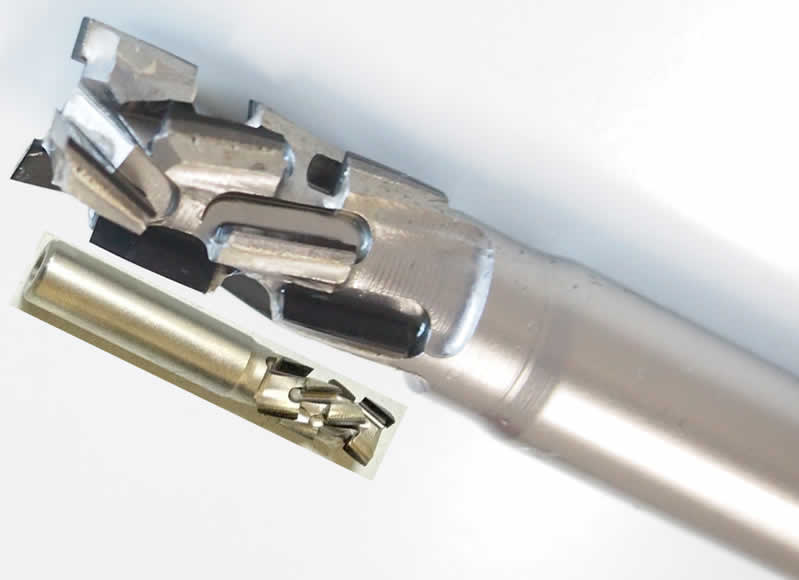
Sierras con diente cóncavo.
Las hojas de sierra circular con el perfil de la cara cóncava son muy recomendadas para realizar cortes suaves y con un excelente acabado en tableros revestidos, así como para cortes transversales extrafinos.

Placas de carburo para discos sierras circulares con forma cóncava
Estas se fabrican específicamente para cortar tableros recubiertos, como son los de melamina y laminados por las 2 caras, o con recubrimiento con densidad media (MDO), o recubrimiento de alta densidad (HDO) .
Estos tableros, como ya hablamos con anterioridad, disponen de una fina capa de un material fibroso (similar al papel grueso), que se empapa en resina.
Esto hace que la superficie exterior sea extremadamente dura y lisa. Por tanto, excelente para muebles de cocina, interior de armarios y muebles en general.
Las melaminas suelen ser duras y frágiles. Por eso son propensas a astillarse. De esto último dependerá lo compacto que sea el interior de aglomerado.
Cortar estos tableros sin astillas requiere una sierra extremadamente afilada.
La capa de melamina exterior impregnada de colas son muy abrasivas para estas herramientas circulares de corte, desgastando el filo rápidamente.
Por estas razones, pocas empresas que fabrican discos con punta de carburo utilizan el recubrimiento con Niquel para mejorar la resistencia del corte.
Si lo llevan, repercute en un precio más elevado.
La forma de la placa.
Cuando hablamos de un disco sierra circular con dientes cóncavos , nos referimos a la cara de la placa.
Si colocamos la hoja de tal forma que el diente quedara horizontal al suelo, la cara del diente quedaría ligeramente «hueca».
Esto proporciona una superficie de corte más afilada al material que se corta, en lugar del típico diente de sierra afilado de 90 grados.
Un diente esta perfilado con la cara cóncava y el siguiente diente esta en punta, el resultante es proporcionar un corte extremadamente preciso y limpio.
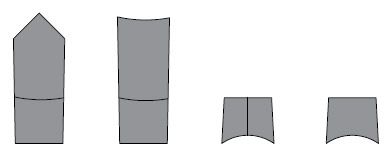
Vista de una placa o diente de sierra con forma cóncava
Son más difíciles de reafilar, porque se necesitan máquinas especiales y muelas de diamante cilíndricas para el perfil del diente original.
Las aristas laterales de la placa de widia, al tener un filo tan pronunciado, tienden a desgastarse con suma facilidad.
Normalmente se comportan perfectamente a la hora de trabajar sin incisor.
Se suelen utilizar con más frecuencia sobre máquinas escuadradoras verticales, sierras de banco y máquinas portátiles entre otras.
Calentamiento del material a cortar.
Un problema habitual al cortar tableros melamínicos es el calor.
Cuando una herramienta de corte circular se calienta, un porcentaje del calor se transfiere al material que se está cortando.
Esto provocará el reblandecimiento de las resinas y colas utilizados para la unión de las partículas del tablero.
El adhesivo derretido y las resinas que unen los tableros compuestos, junto con el serrín, se adhieren a la hoja y a las placas de corte. Por tanto, aumentando aún más la fricción y el calor debido a las velocidades de giro y avance.
Este problema es muy habitual con hojas de sierra de forma cóncava.
Sin embargo, elegir una cuchilla adecuada puede evitar estos efectos no deseados. Así, para evitar al mínimo este problema, hay fabricantes que como hemos explicado anteriormente, revisten las caras de acero con teflón.
El revestimiento no solo protege contra la adherencia, sino que también garantiza la resistencia al óxido y la fricción.
Características principales.
Los discos sierra circular con forma de placa cóncava suelen disponer de diferente números de dientes. Normalmente los más habituales son los de un diámetro de 250 y 48 dientes, o de diámetro 300 y 60 dientes.
No obstante, los carpinteros que necesitan realizar cortes en tableros contrachapados transversalmente, suelen utilizar más dientes. Pero no es lo habitual.
Los dientes generalmente tienen un ángulo de incidencia negativo (sobre -6º) para evitar una alimentación excesiva durante el corte. También las hay con angulo positivo, sobre 10º.
La diferencia de la placa con respecto al cuerpo suele estar sobre el milímetro de diferencia (0,5 mm por lado). Normalmente el cuerpo suele tener 2,2 y la placa 3,2 mm.
Posiblemente después de realizar cortes con este tipo de herramienta, no tendrá que cepillar el canto o lijarlo.
Hay carpinteros exigentes a los que les gusta utilizarlas como sierras de uso general.
Además de ser extremadamente buenos para cortar los buenos paneles de lámina mencionados anteriormente, estos discos son excelentes para cortes transversales de maderas blandas, como la caoba, palo santo o cedro. Maderas que se astillan y se rompen con facilidad.

{kind=link}
{kind=link}
{kind=link}